Since the phthalates were removed from polymer clay in 2008 I've been testing tear away with different brands and combinations of clay colors. My stash of the original Sculpey III, which works beautifully for this process, is ever diminishing as I use it and share it with my classes. As the hoard dwindles, I become more aggressive with my testing. When I hear a rumor that a particular clay brand works, I try it. Until now, nothing has yielded anything like the depth of relief I get in the tear away texture I make with the old Sculpey III. Until now.
Since removing the phthalates, the makers of polymer clay may have added another ingredient to the formula, and that's now responsible for my recent success. I don't know what's changed but I do know, since the phthalates were removed in '08, there have been occasional "adjustments" made to the formulas, both because I have heard it and because the changes in the clays are hard to mistake. But it really doesn't matter: The clays stopped working for tear away for a while, now they have begun working just fine and I am ecstatic.
Recently I started a new round of methodical testing on 4 brands of polymer clay: Fimo (Classic and Soft), new Sculpey III (made after '08), CraftSmart (Michael's brand), and Premo. I tested these 4 against the standard; tear away texture made with pre 2008 Sculpey III. Here are my results.
If the best tear away texture I've ever made with Sculpey III is a 10, tear away made with Premo metallic clay (gold, blue pearl, etc.) is an 7.5. Tear away made with half and half Premo Gold and White (or half and half Blue Pearl and White) is an 8.5. That's really, really good news. It means the process originally developed by Gwen Gibson, the process that I have worked so hard to perfect and make dependable over the last 15 years is not dead (as previously thought) but quite alive!
What's the difference? It's in the relief. By that I mean good tear away has a deep enough relief to make good texture. Part of my testing process is texturing PMC with the tear away because I can't really judge the tear away result without looking at the texture it makes.
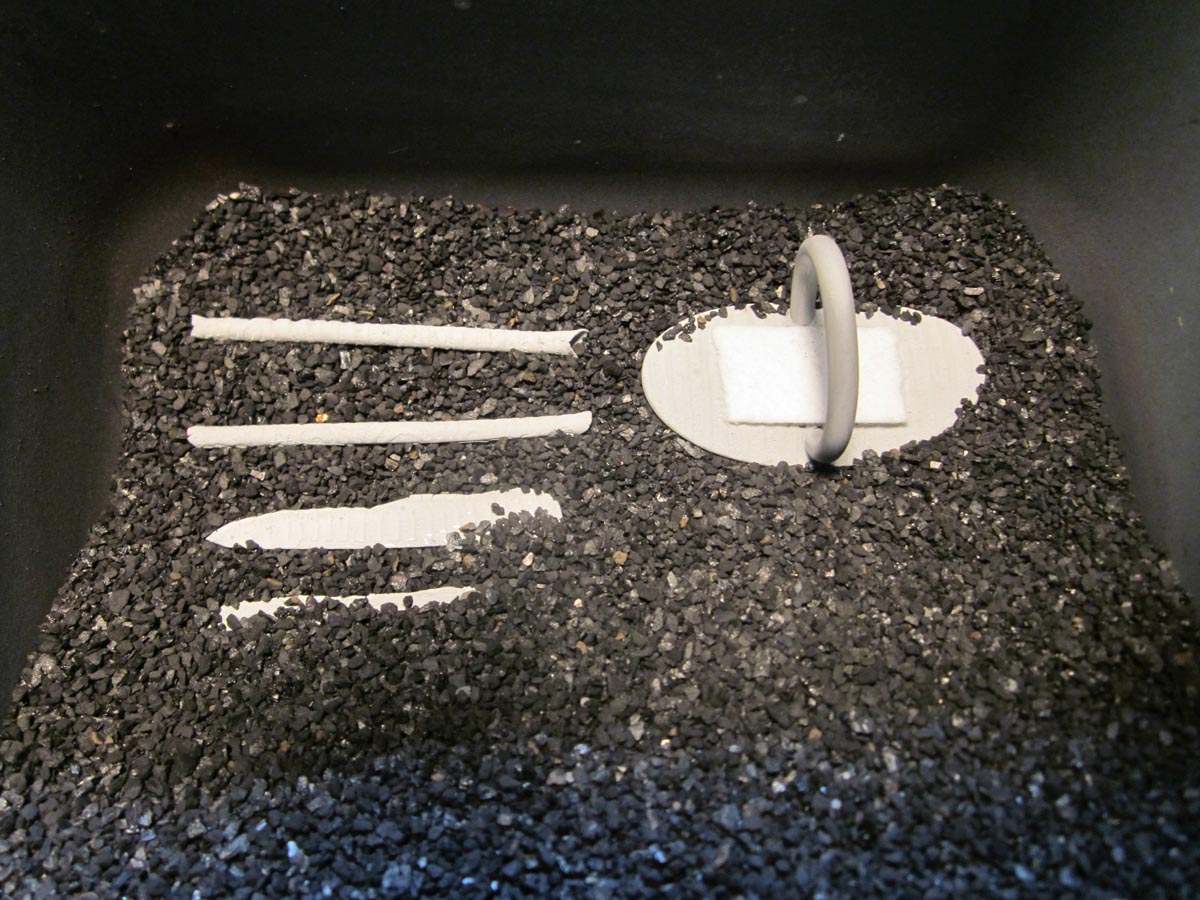
 |
| Pre '08 Sculpey III (left) and Premo Gold (right) |
 |
| Premo White (left) and pre '08 Sculpey III (right) |
So, if you've got old pre '08, Scupley III, use it for tear away. It's the best. But if you don't, the news is good: Premo is the best of the clays for tear away. Start with half and half Gold and White. White and Pearl Blue are another excellent combination. The more metallic you use in your blend the smoother the surface of the clay on your texture. It's smoother but it's also more shallow. I prefer the rougher texture and deeper relief I get with more white in my blend.
Other colors may work (I haven't tested each and every color) but this is a good start.
The process, briefly..why it's so great, why it's unique and shy we want to keep it alive.
What is tear away? "Tear away" refers to a process for making textures for use with PMC, polymer clay or roll printing metal. Briefly, after making a collage of images and printing them on plain paper I make a copy on heavy glossy paper on a canon copier that uses a toner cartridge (an HP Laser printer will give a useable but shallower result), cut out a piece of the image, burnish it onto rolled out polymer clay, wait 40-60 minutes (during which time I burnish at least twice), then tear the paper away. During the "rest" period the toner on the copy will have bonded to the polymer clay so that when I tear it away everywhere there was toner there is a fine layer of polymer stuck to it creating a relief. Once this paper is baked in an 275F oven for 20 minutes it is a wonderful texturing tool. It's virtue over other texturing methods is that it's low relief (so I'm able to use less PMC), it's relatively quick and reflects my own esthetic because I'm either making drawings or cutting and collaging images. It also has a particular quality to it; as a result of the tearing the surface has a rough-hewn quality that can't really be achieved through other means. The pictures below show the depth of relief that can be achieved with the tear-away technique.
 |
| Lentil textured with tear-away (Polymer side) |
 |
| Lentil textured with tear-away (PMC side) Photos by D. Foulke |
For more specific directions on this technique see my book, "
Keum-Boo on Silver" available in my Etsy Shop: